3D打印常见问题及解决策略
相较于传统制造工艺,3D打印技术更经济实惠、操作简便,产生的废料更少,有害副产品也相对较少。它甚至将原型设计和小规模生产带入了我们的家中。尽管3D打印具有诸多便利性,但操作过程并非易事。
从皮带张力不当、喷嘴拧紧扭矩不足,到切片软件中成百上千个设置的任何一个错误,都可能导致3D打印的彻底失败。但请不必过于担忧,因为我们已整理出3D打印失败的常见原因,并提供了避免这些问题的实用技巧。
1. 拉丝现象
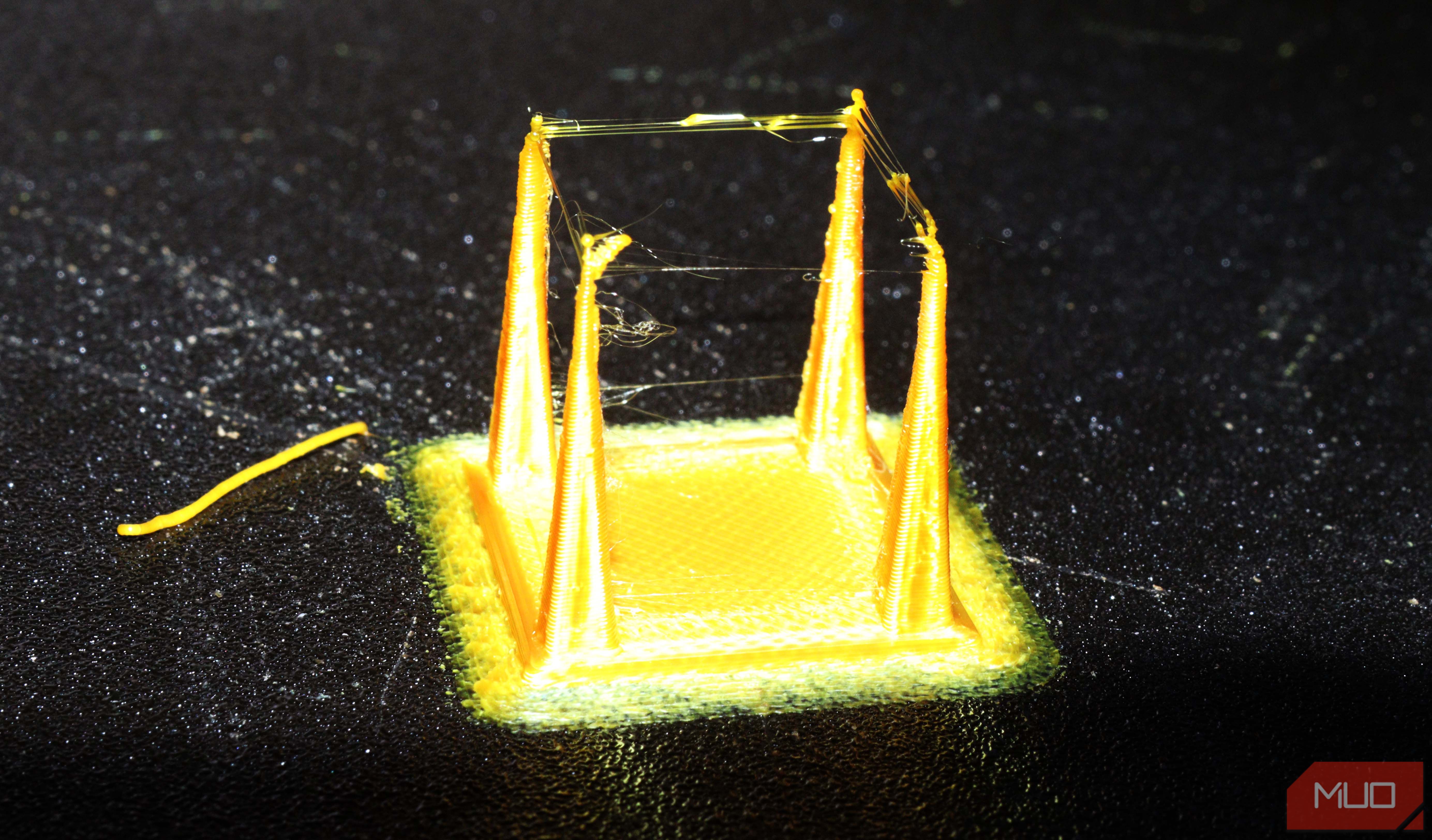
拉丝现象或许不会导致装饰性3D打印的彻底失败,但那些横穿模型空隙的细小塑料线也绝非理想。更糟糕的是,过多的拉丝甚至可能导致功能性打印件的间隙问题,特别是那些包含活动部件的打印件。
拉丝现象的成因
当3D打印机无法阻止熔化的细丝从喷嘴中渗出,并穿过3D模型内部的空隙时,就会产生这种令人不悦的瑕疵。这种现象受多种因素影响,包括熔融长丝的粘度以及喷嘴内部的压力。
具体来说,过高的打印温度会使耗材更容易从喷嘴中渗出,从而导致拉丝。同时,如果无法释放喷嘴压力,也会导致熔融塑料过早喷出。此外,长丝中含有的水分也可能导致拉丝。
更令人头疼的是,某些材料(如PETG)本身就更容易出现这种3D打印缺陷。
如何解决拉丝问题:降低打印温度
喷嘴温度越高,灯丝就越容易在不应该的时候渗出。正确的喷嘴温度有助于实现适当的细丝粘度,使3D打印机能够更精准地控制熔融细丝的流动。幸运的是,要达到这个目标并不困难。
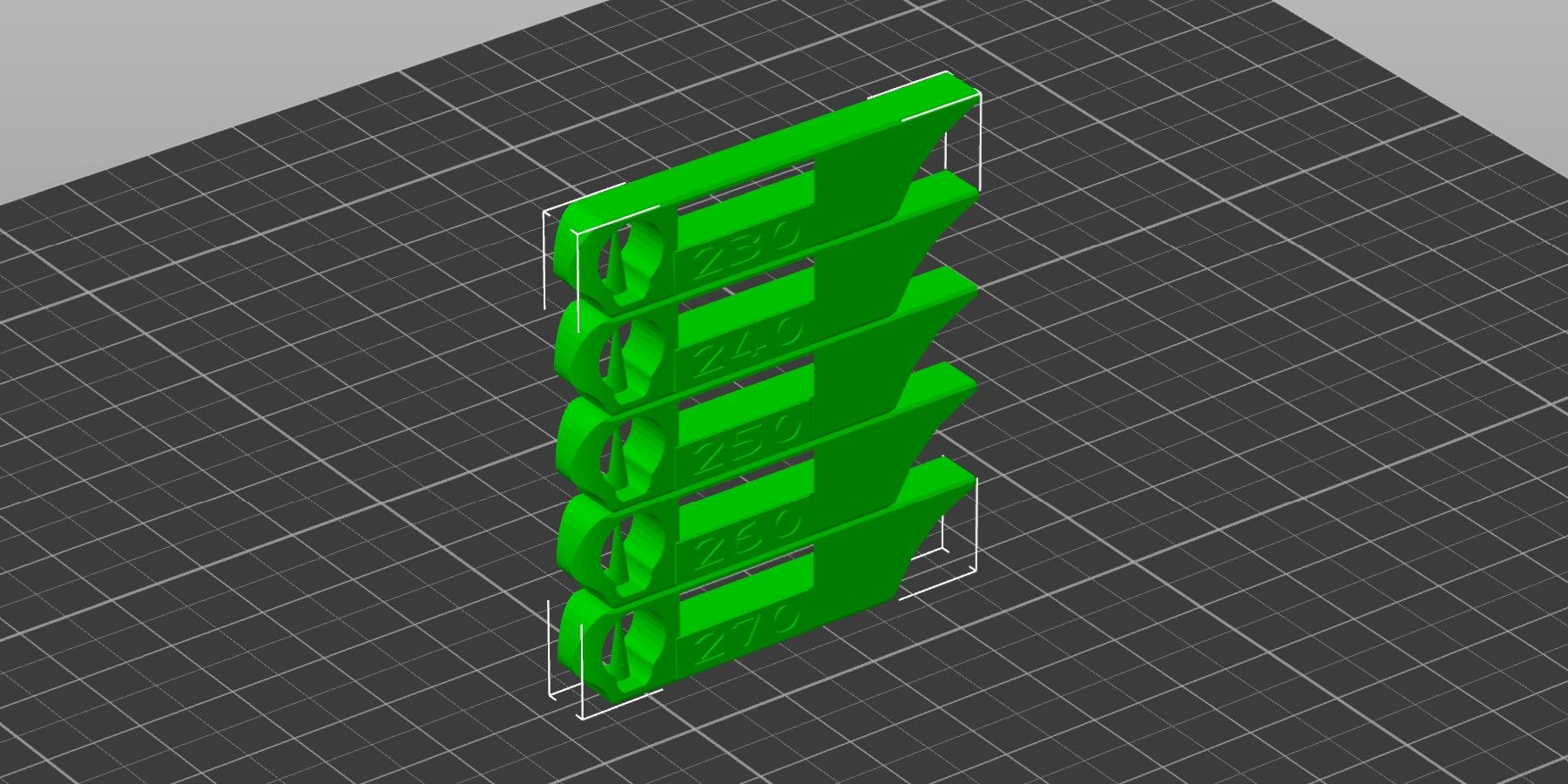
大多数现代切片软件(如PrusaSlicer或其开源版本SuperSlicer)都内置了温度塔测试模型。使用这些校准工具可以根据您选择的长丝微调喷嘴温度设置。温度塔允许您在不同的喷嘴温度下打印模型的各个部分。
这非常适合在最大化层间粘合强度和减少拉丝之间找到最佳平衡点。对比分析不同温度设置下的测试打印,找出既能满足您的应用需求,又能最大限度减少拉丝现象的最佳温度。
如何调整回抽设置
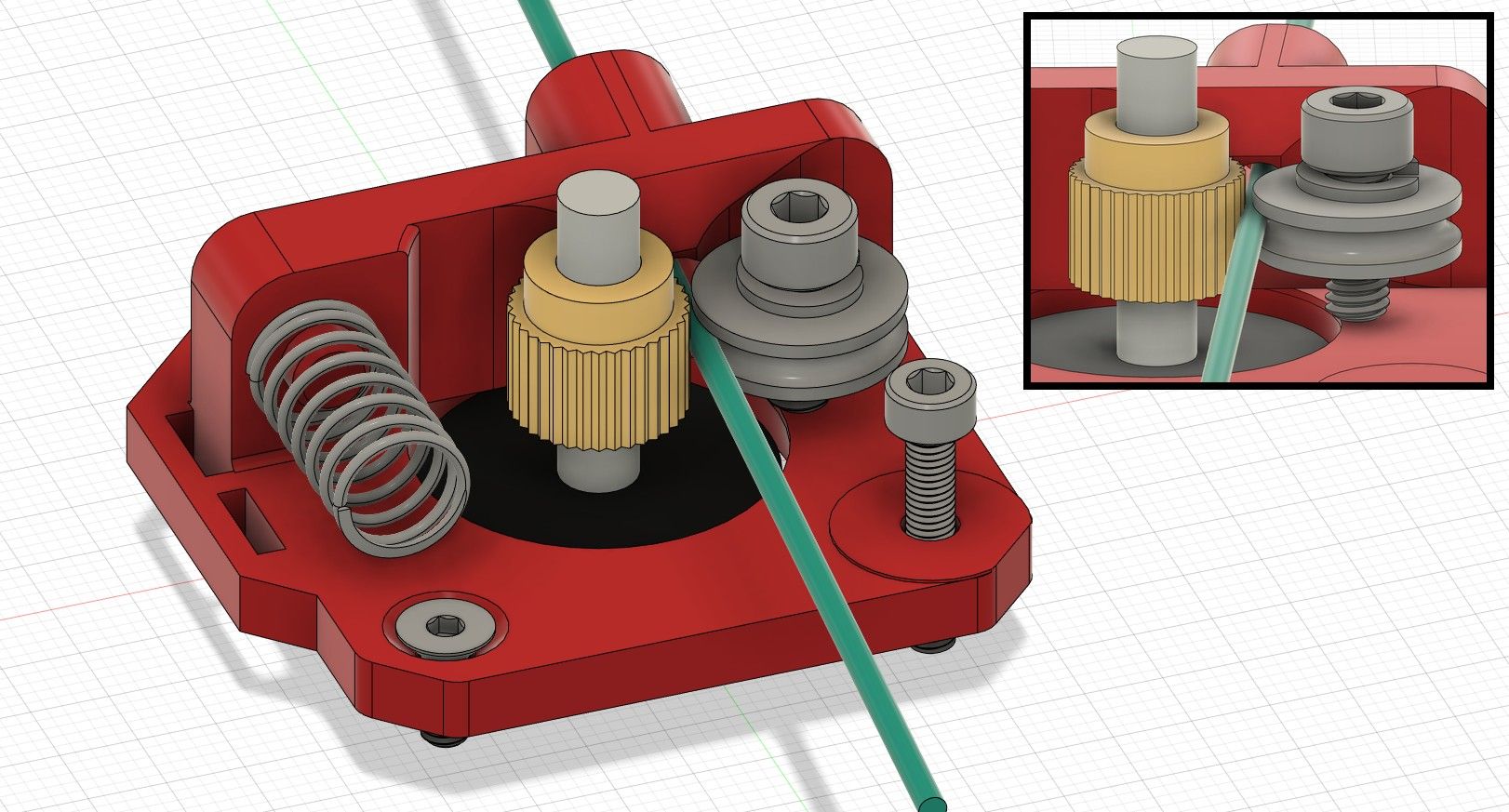
在解决了喷嘴温度过高的问题后,我们就可以着手帮助打印机减轻喷嘴压力。将熔融的细丝从喷嘴内的微小孔口推出需要相当大的压力。如果不及时减小这种推力,灯丝将继续从喷嘴中渗出,形成拉丝现象。
为此,您的切片软件提供了一个名为“回抽距离”的设置。顾名思义,它通过向相反方向拉动灯丝来降低喷嘴压力。“回抽距离”以毫米为单位测量。对于直接驱动挤出机,其范围通常在0.4毫米到1.2毫米之间;而对于鲍登挤出机,则需要2毫米到7毫米的回抽距离。如果您不确定挤出机的类型,请参阅我们关于直接驱动和鲍登挤出机的解释。
此数值还会因灯丝材料的刚度和弹性而异。打印针对回抽进行优化的校准模型是确定3D打印机正确设置的唯一可行方法。和温度塔一样,大多数不错的切片软件都有内置的回抽塔。如果您的软件没有,可以从 printables 下载回抽塔,找到最适合您的回抽距离设置。
除了回抽距离,回抽速度也会影响拉丝。大多数细丝的合适回抽速度在每秒25毫米到60毫米之间,但这也取决于您使用的是直接驱动挤出机还是鲍登挤出机,同时还受到打印材料的韧性和弹性的影响。速度过低会导致拉丝恶化,而速度过高则会导致灯丝被挤出机齿轮咬断甚至直接折断。再次强调,校准打印是最佳做法。
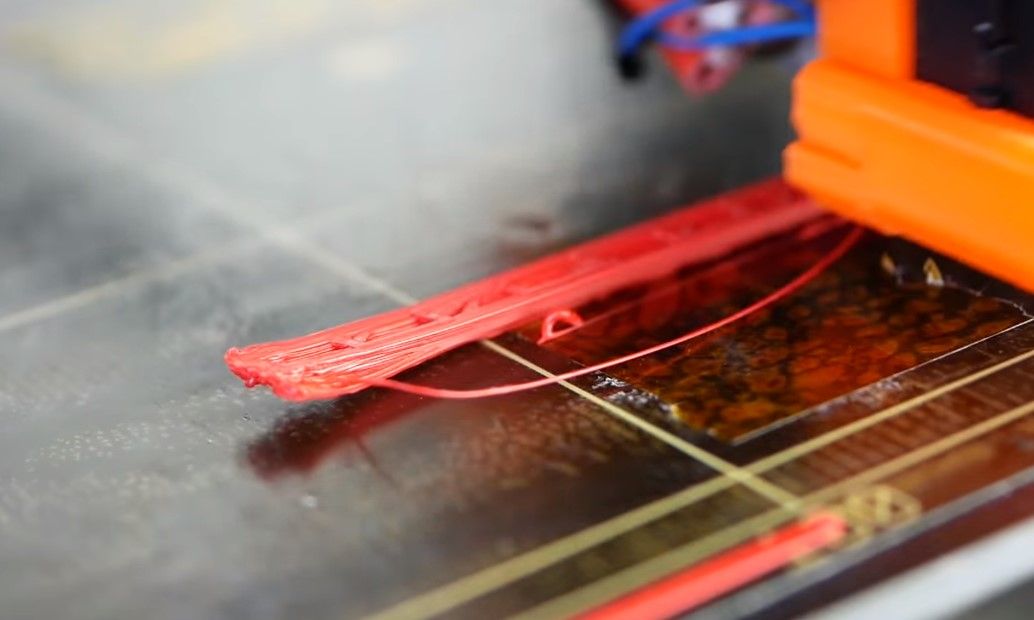
2. 喷嘴堵塞
当耗材无法通过喷嘴时,就会发生喷嘴堵塞,导致打印不完整甚至完全无法挤出。与拉丝不同,这通常会导致打印彻底失败。由于涉及的变量众多,确定堵塞的原因并找到解决方案并非易事。

喷嘴堵塞的原因及预防方法
3D打印机挤出机的复杂性可能导致多个故障点,从而导致喷嘴堵塞。概括来说,主要原因包括机械(挤出机、喷嘴、加热器)问题,以及耗材选择和操作不当。让我们来详细分析一下最常见的原因。
灯丝质量: 较便宜的灯丝可能含有灰尘和碎屑,这些杂质会随着时间的推移在喷嘴中积聚,最终导致堵塞。甚至在一些不符合制造标准的品牌生产的灯丝中发现金属碎片的情况也并不少见。对于孔径仅为0.4毫米的普通喷嘴来说,堵塞并不需要很长时间。因此,选择知名品牌的高质量灯丝是值得的。当然,如果您遵循我们的冷拉指南进行预防性喷嘴维护,那么也可以减轻廉价耗材的负面影响。
喷嘴尺寸不合适: 采用碳纤维和玻璃纤维混合的工程灯丝很容易堵塞大多数3D打印机上标准的0.4毫米喷嘴。您最好使用更大的0.6毫米喷嘴,以降低这些相对较大的复合材料堵塞喷嘴小孔的风险。同样的建议也适用于木材、夜光灯丝和金属填充灯丝。
 图片来源:Nachiket Mhatre
图片来源:Nachiket Mhatre
层高过高: 较厚的层可以加快打印速度,但过度的层高设置很容易导致喷嘴堵塞。理想情况下,层高设置不应超过喷嘴尺寸的75%。这意味着对于0.4毫米的喷嘴,0.3毫米的层高大致是安全范围内的最大值。
打印具有较大层高的模型需要极高的灯丝体积流量,如果喷嘴温度不够,这是无法实现的。如果未能提供足够的热量,挤出机就无法将冷灯丝从喷嘴中推出。
热蠕变: 在另一方面,过高的打印温度可能导致热量从热端“蠕变”穿过隔热层到达冷端。一旦灯丝在热断层的错误一侧熔化,喷嘴就会发生堵塞。如果您的热端风扇停止工作,即使不打印特别热的低熔点材料(如PLA),也可能导致喷嘴堵塞。
通过在打印前检查热端风扇是否正常工作,可以有效地缓解这种情况。使用钛合金或更薄的钢隔热材料也可以减少热蠕变。如果您在封闭式打印机中打印PLA,保持舱门打开也是一个好主意。如果其他方法都不奏效,您可能需要升级到更强大的热端风扇。
挤出机磨损: 挤出机电机和齿轮组件必须产生巨大的扭矩和抓力,才能推动灯丝通过喷嘴。对于在较高温度下打印的材料,尤其是在快速打印速度下,更是如此。老化的挤出机步进电机的扭矩输出可能会随着时间的推移而下降,或者挤出机齿轮可能已经磨损。在旧的打印机上,这些因素的组合可能导致挤压力下降到足以导致喷嘴堵塞的程度。
但当您最终遇到喷嘴堵塞时,我们全面的3D打印机喷嘴疏通指南将会派上用场。
3. 翘曲现象
当打印过程中打印件的角或边缘从打印床上脱离时,就会发生翘曲。虽然这看起来像一个外观缺陷,但它会影响功能性打印件的尺寸精度,这通常是不可接受的。更糟糕的是,过度翘曲还可能导致整个打印件从打印床上脱落,从而毁掉整个打印过程。
 图片来源:数控厨房/YouTube
图片来源:数控厨房/YouTube
翘曲现象的成因
如果您想象一下用ABS打印的微型墙,就更容易理解翘曲的原理。前几层在260°C的温度下铺设在加热至100°C以帮助粘合的打印床上。随着打印的进行,靠近打印床的层保持在100°C,而更上面的层的温度则仅为这一温度的三分之一左右。
与较冷的环境空气接触的上层在冷却时开始收缩,而靠近加热床的较热的下层由于膨胀而相对较大。收缩的顶层导致靠近打印床的较热的层卷曲,当角落从打印床上抬起时,这一点变得很明显。
尽管床面附着力可以减轻翘曲,但实际上翘曲现象是由于打印件的热层和冷层之间的温差造成的。这也解释了为什么在使用尼龙和ABS等技术材料时,由于这些材料需要在更高的温度下打印,翘曲现象会更加明显。
如何防止翘曲
弥合上述温差是减轻翘曲的最佳方法。对于ABS打印而言,实现这一点相对简单,您只需要一个封闭的打印室。这可以捕获打印床产生的热量,使得像Voron 0系列这样的小型打印机的打印室温度可高达70°C。
这种方法也适用于更具挑战性的材料,如尼龙和聚碳酸酯。理想情况下,您应该将打印机的电子设备移到腔室外部,以确保其使用寿命。尽管如此,简单的外壳仍然无法防止大型3D打印机中尺寸过大或过高的打印件发生翘曲。此时,您需要主动加热打印室,使其温度至少接近60°C。
需要指出的是,如此高的腔室温度对于PLA和PETG等材料来说并不是理想的,因为这些材料在这样的温度下容易软化。这些材料最好在开放式3D打印机中打印,打印床加热到玻璃化转变(软化)温度(45°C至60°C之间),以帮助粘附。通过降低喷嘴温度可以进一步减少翘曲,但这也会导致打印件强度降低。
根据经验,在大平面上添加裙边或在打印件的尖角处添加支撑可以提高附着力,因为这样可以有效地防止收缩的材料使下层变形。我们的关于各种3D打印表面(以及何时使用它们)的指南将帮助您提高第一层粘附力。
4. 层分离或打印件强度不足
当打印件的各个层无法正确粘合时,就会发生层分离或分层,从而导致打印件中出现间隙或裂纹。3D打印机本质上是由机器人控制的热熔胶枪。热熔胶之所以有效,正是因为它很热。
同样,虽然较低的喷嘴温度可以产生外观更佳的打印件,并减少变形,但缺乏足够的热量会严重损害层间的粘合力。这会导致打印件强度不足,容易沿着层线断裂。
 图片来源:卡勒姆·科尔斯/YouTube
图片来源:卡勒姆·科尔斯/YouTube
如何提高层间粘合力并防止打印件强度不足
3D打印件在层线之外的所有方向上的强度由灯丝制造商控制。详细了解灯丝的选择如何影响3D打印的成功。但是,无论使用何种材料,层线始终是所有3D打印中固有的薄弱点。因此,遵循这些最佳实践来提高层间的粘合力至关重要。
在合适的温度下打印: 使用前面提到的温度塔测试打印来校准喷嘴温度。这些3D模型的设计允许在每个温度部分进行捕捉测试,以检查层之间的粘合强度。这是在打印质量和层间强度之间取得平衡的最佳方法。
零件冷却风扇速度过高: 零件冷却风扇速度设置过高会导致各层冷却过快,从而导致附着力不佳。虽然更快的零件冷却可以确保更好的打印外观和更优异的悬垂和支撑质量,但这也会对ABS、尼龙和聚碳酸酯等材料的层间粘合力产生负面影响。
潮湿的灯丝: 灯丝中存在水分会在热喷嘴中产生蒸汽,从而在挤出材料中形成微小的气泡和空隙。这不仅会影响打印件的表面质量,还会使其变得脆弱。PLA和PETG等适合初学者的材料不易受潮,但尼龙等吸湿性灯丝必须在打印前用灯丝干燥机彻底干燥。
3D打印“末日”的四大“骑士”
成功实现3D打印不仅仅是确保良好的第一层附着力。调整打印机和切片软件的设置,以减轻这四种常见的故障模式,应该可以显著减少遭遇打印失败的可能性。